Виброгалтовка своими руками, размышления.
Всем доброго настроения. Итак, начну с того что заколебался шлифовать кучу деталей по 100 раз наждачкой и войлоком на дрели, процесс занимает слишком много времени и усилий. Видел в программе дискавери «как єто работает» мнрожество раз апараты для шлифовки, вспомнил об етом, несколько часов серфинга по интернету и вот собранная информация по теме(главные видео):
Процесс называется Галтовка, она бывает разных типов — барабанная, вибрационная и магнитная. также глянул цену на апараты нужного мне размера сопоставимые с ценой среднего паромобиля, и понял что надо делать самому.
После некоторых раздумий барабанный вариант откинул из разных соображений, но в основном из-за личных побуждений, просто не понравился он мне.
Осталось два варианта: вибро и магнитный. Что ж, посмотрев оба видео пришел к мысли что их можно совместить, и решил сделать вибрационную галтовку с магнитной протяжкой, и немного пораскинув мозгами, посидев с карандашом и тетрадкой, а также посетив местных торгашей позвонил експерту. Он мне довольно детально обьяснил что моя затея изначально провальная потому как:
Процесс называется Галтовка, она бывает разных типов — барабанная, вибрационная и магнитная. также глянул цену на апараты нужного мне размера сопоставимые с ценой среднего паромобиля, и понял что надо делать самому.
После некоторых раздумий барабанный вариант откинул из разных соображений, но в основном из-за личных побуждений, просто не понравился он мне.
Осталось два варианта: вибро и магнитный. Что ж, посмотрев оба видео пришел к мысли что их можно совместить, и решил сделать вибрационную галтовку с магнитной протяжкой, и немного пораскинув мозгами, посидев с карандашом и тетрадкой, а также посетив местных торгашей позвонил експерту. Он мне довольно детально обьяснил что моя затея изначально провальная потому как:
- Цена за 1 мешок(25кг) абразива(галтовочных тел) ~200$;
- Для шлифовки под зеркало абразив должен работать вместе со специальними присадками;
- Галтовка должны производится под давлением галтовочных тел на деталь и с движением их по кругу, и что в профессиональных апаратах это каким то образом реализованно а у меня не будет.
и пошастав по закромах набросал схемку и закупил некоторые материалы. Итак в наличии: - Угол наклона нужен для вибрации по двум основным направлениям — сверху вниз и с со стороны в сторону. т.к. на видео я увидел что движение просто со стороны в сторону малоеффективны и все же лучше делать вибрацию вертикальную, но при вертикальной вибрации перемешивание тел не имеет такой дифузности. Отсюда решение, сделать вибрацию в обоих направлениях.
- Гибкая насадка нужна для того чтоб не убивать двигатель вибрационным воздействием и еще чтоб облегчить конструкцию, т.к. меньший вес платформы позволить сделать вибрацию более сильной.
- Диск с магнитами позволдит делать протяжку железных деталей по кругу через абразив что должно существенно увеличить скорость шлифовки и услилие прилагаемое на детали. если детали будут немагнитные — насиплю шариков от подшипника для протяжки ими.
- Как мне известно все пластики имеют одну особенность: вулканизацию. Что значит что после первого застывания, при вторичной плавке температура плавления материала будет ровно такой, до какой он был разогрет при первом плавлении.
- Плавить надо равномерно и медленно, чтоб материал не начал кипеть, не вспенился, не сдетонировали пары газов, не загорелась расплавленная масса.
- Отливка из густого тягучего пластика — довольно тяжелое дело и поэтому его обычно екструдируют в формы, а у меня такой возможности нет и лить наверное буду в глину или подобную субстанцию.
Строительный таз на 50 литров:
 Двигатель мощностью ~600 ватт от старой стиральной машины (надеюсь мощности хватит)
Двигатель мощностью ~600 ватт от старой стиральной машины (надеюсь мощности хватит) Шланг переходник от дрели
Шланг переходник от дрели и детали которые не нуждаются в фотках:Пружины, фанера, болты.
и детали которые не нуждаются в фотках:Пружины, фанера, болты.План действий следующий: Сделать вибростол наподобии такого:
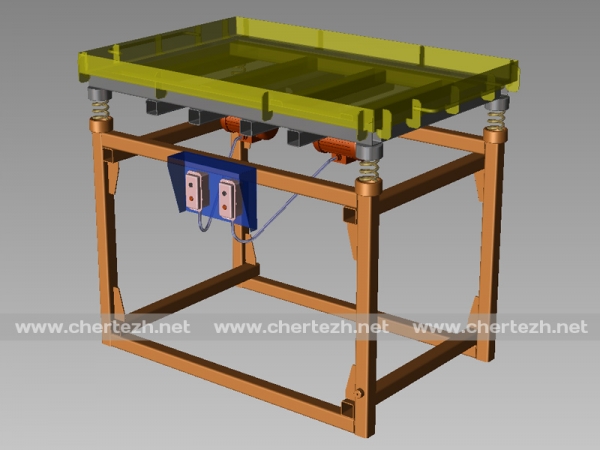
под столешницей под углом установить эксцентрик. Ко столку намертво притянут длинными шпильками таз с галтовочними телами. Под тазом находится диск с несколькими магнитами который вращается от вала ексцентрика с передачей через резиновое колесико. Эксцентрик раскручивается через гибкую насадку на дрель, стол начинает вибрировать, диск с магнитами раскручивается и детали приходят в двиджение.
Теперь подробней:
Двигаемся дальше — нужен абразив. ну покупать мешки по цене 25 кг за 200 долларов не особо хочется, ищу решение. пока что мисли таковы:
В качестве абразива может подойти шлифоанная мраморная крошка для аквариумов(она как раз в галтовочных барабанах шлифуется). Но она тяжелая и подходит только для черновой обработки: снять грязь, ржавчину, патину, придать текстуре однородности. убрать заусеницы, это уже хорошо но конечная цель — шлифовка под зеркало. Посему думаю как бы сделать галтовочных тел самому. Из личного опыта знаю что паста гои — некий подвид пластилина (при разогреве выше 60 градусов ведет себя точь в точь как пластилин). и также у меня в наличии пару брусков с разной абразивностью, стандартная зеленая для чистовой обработки. красная которую еще не использовал ни разу и белая, с довольно крупной фракцией и каким-то твердым абразивом кристалической формы на солнце блестят кристалики, в мечтах ето алмазная пыль, но думаю что все проще). Вот и подумалось. а не сделать ли мне абразивчики использовав пасту гои. План таков: Найти какойто подходящий пластик, расплавить, насыпать в него пасты гои и деревянной муки(как наполнителя), возможно взять мелкозернистой наждачки, сжечь ее и затем использовать пепел как наполнитель, все это тщательно перемешать и залить в формы
 Но опять возникают трудности. По моим соображениям лучше всего пойдет какой-то еластичный но твердый пластик, такой, чтоб его можно было резать канцелярским ножем но стружка при этом не растрескивалась а строгалась. Идеально бы подошли 3 варианта: полиетилен(клеенка) и полиэтилентерафталат (пластиковые бутылки) и нейлон (стяжки на кабеля например).
Но опять возникают трудности. По моим соображениям лучше всего пойдет какой-то еластичный но твердый пластик, такой, чтоб его можно было резать канцелярским ножем но стружка при этом не растрескивалась а строгалась. Идеально бы подошли 3 варианта: полиетилен(клеенка) и полиэтилентерафталат (пластиковые бутылки) и нейлон (стяжки на кабеля например).НО опять же куча проблем:
И теперь, если вы осилили этот скучный текст, прошу поделится мнением, опытом или советами, возможно кто-то увидит какую-то ошибку в моей схеме этого самопала или сможет внести рационализаторское предложение, пожалуйста — пишите, советуйте, критикуйте. Сейчас очень нужен взгляд со стороны и какието мисли по поводу темы. Буду благодарен, спасибо за внимание.
еще парочка видео по теме:
Удачная попытка
и неудачная:Галтовка дисков
З.Ы. текс подлежит редактуре, ошибок куча, знаю, писал с ноута в спехах, при возможности подправлю грамматику.
52 комментария
С металлическими деталями сложнее. Наверняка столкнетесь с неравномерностью обработки: углы и грани стачиваются, а плоскости — сильно отстают.
Вот и ваши кусочки плавленного ПЭТа с замешанной пастой ГОИ — будут ли они стираться с правильной скоростью, выпуская из себя все новые порции свежего абразива? Это большой вопрос…
Можно же просто сделать все намного проще, взять барабан насыпать туда абразива, полируемые детали и просто вращать барабан например как в этом видео:
А на самом деле, нифига не просто. Из всех типов галтовок, барабанная — в наибольшей степени дает округляющий эффект, то есть работает на сжирание с заложенных деталей всех выступающих элементов. Вот когда каменные бусы делают, то применяют барабаны. Закидывают, грубо говоря, напиленные каменные кубики. И через неделю получают практически ровные шарики.
Просто изложил свое мнение, как бы сделал я. Прошу понять и простить.
Головка цилиндра мотоцыкла, размеры которой примерно 20х25х8 и вес около 7-ми килограммов. Я пробовал в старой бочке крутить вперемешку со щебнем, но большой риск что попросту ребра поотваливаются, просто от ударения об барабан, пробовал этот метод на ненужной головке — внешние части обработало нормально, но внутренние только слегка исцарапанны и отколась часть ребра, скол довольно приличный(возможно причина скола и не в барабане а в том что сама головка была очень старой) и кое где уже треснутой, но рисковать не хочется). а шлифануть надо не только внешние, но и внутренние поверхности, они труднодоступнны и их например наждачкой шлифовать — пол года уйдет =) Но в виброгалтовках видел как диски легкосплавные шлифуют — отлично получается.
По-моему, в вашем случае надо думать в сторону пескоструя. Или гидро-пескоструя. И какой-то тонкой головкой, направлять струю прямо в щели вашего литья.
как думаете реально ли на кустарном станке, при условии наличия правильного абразива достичь нужного результата?
Древесная мука вряд-ри сработает, а вот у буржуев модно пескоструить содой. У нее как раз удачное сочетание физ. свойств. Краску, ржавчину и окислы срубает, а металл практически не изнашивает.
Вот эти звери www.electrovenik.ru/catalog/melkaya_kukhonnaya_tekhnika/marinatory
А поставишь на этот маринатор нормальный металлический тяжелый барабан — наверняка следующим слабым местом окажется слабый приводной моторчик.
Вот и получится в итоге, что их этого маринатора, пригодным останется лишь блок управления с таймером. А все остальное надо делать заново)
пластик может закрыть ее собой после оплавления и абразивные свойства уменьшаться
Я так думаю если ваши горшки в пескоструйную камеру, с регулируемой подачей воздуха и с мелкой скорлупой.
И кстати реально ли на этих отливках добиться зеркального блеска? Почитайте свежий материал здесь о мясорубках из Каслей, так там даже мелкие раковины приходилось заделывать.
Или может вам лучше воспользоваться услугами гальваников?
они вручную шлифованны. вот примерно такуюже по качеству поверхность хочу получить. материал — силумин. он блестеть конечно не будет — окислится час езды, но мне не так важен блеск как фактура.
Гальваника ето хорошо, но латунью гальванировать не хотят (ето по стимпанку чистовую доводку деталей делать) потому что латунь это сплав, а сплавами гальванировать трудно, и алюминий и его сплавы тоже не гальванируют, так как ооочень трудоемко (это по мотоциклу работа, запчасти полировать, они в основном силуминовые).
Если у вас все-таки есть необходимость сделать идеально и в труднодоступных местах, то я и предложил нивелировать неровности отливки методом гальваники. Конечно тут тоже нужно проконсультироваться у специалистов, здесь на сайте был небольшой цикл статей недавно от опытного мастера. Возможно гальваника не подойдет по температурному режиму работы ваших деталей, облезет или нет неизвестно. Возможно достаточно будет электрохимического галванирования, сейчас это распространено. Возможно обычный блок питания от телефона плюс медный купорос, плюс тампон с анодом внутри и этого будет достаточно чтобы омеднить тонким слоем ваши отливки. Удачи!
Во времена СССР, мой отец сделал маме подарок — купил стиралку «Сибирь6», на тот момент эта модель только появилась, была оснащена центрифугой для отжима белья, так вот во время отжима ее надо было держать втроем, ползала по всей кухне… на такую тазик сверху вот и гартовка.
Барабанная со стальными шариками 0.5-3мм прекрасно выбивает из ювелирных отливок формомассу и нагартовывает поверхность. Латунь вобще за милую душу нагартовывается за 3-5 часов до весьма жёсткой поверхности.
Магнитная с иглами из стали диаметром 0.1-0.2мм и длиной 3-5мм- идеальна для доводки изделий из латуни и серебра перед отправкой в полировку. Время обработки 30 минут, в результате- матовая поверхность практически за секунды выводящаяся в зеркало на полировке.
Виброгалтовка- в зависимости от рабочего тела может всё что описано выше и даже больше, но ОЧЕНЬ медленно работает. Выгодна либо для огромных размеров изделий либо для огромного количества.