Ну вот исчезла дрожь в руках... 2
Огромное спасибо всем кто откликнулся на просьбу в советах по освоению станка, в предыдущем топике.Вот чего за это время получилось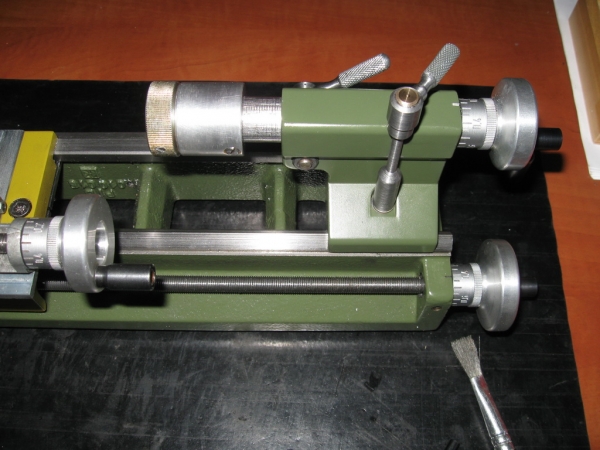
по порядку
я всё таки решил последовать главному совету, плюнуть на всё и начать работать:))
Меня категорически достали эти шестигранные ключи
они чуть ли не на каждый болтик разные, и норовят всё время куда то запропаститься
удивительно но на каждом ключе вот такая надпись

Собравшись… сломал ещё один резец :(
покопавшись в памяти вспомнил что где то валялся настоящий резец с большого токарного

пилил я его, пилил, пилил… пилил
вот что получилось

И всё равно чего то не клеилось, не хочет по человечью сталь точить и всё.Честно говоря даже расстроился. Передохнул, а потом как то всё само наладилось. С маслом точит только так. Первое что я решил выточить зажим для задней бабки, вот сюда
из такого прутка 12мм

И так что то быстро получилось
что я вдохновившись выточил и сюда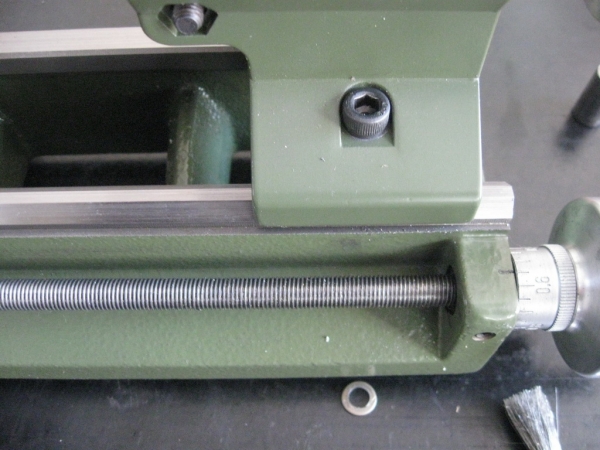

вот так


длина заготовки была 12см и точил без упорного центра, и этот малыш управился, тут уж я обрадовался потому как проточка была большая (глубокая). но с маслом просто отлично шёл (ещё раз спасибо за советы).
Ну а потом меня понесло, потому как вспомнил сколько же я мучился с резьбой (заходом) нашёл в нете приспособу для этого станка… ценник конечно конский
больше 6 тыр
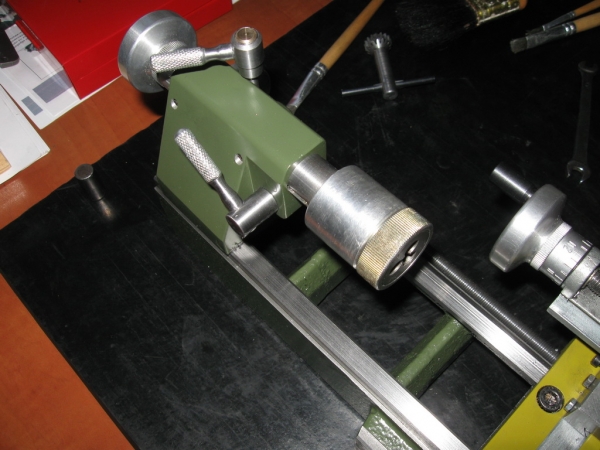
попробовал сделать сам, выточил втулку из алюминия, внутри резьба с другой стороны сделал посадочное на бабку стаким расчётом что бы не мешалось упорному центру



люминь и латунь точатся просто наура, я даже от счастья подпрыгнул, стружка идёт ровная на всю длину заготовки.
Тут же опробовал на латунном прутке 4мм

отличная ровная резьба, вставлял 6мм станок не хочет на малых оборотах крутить, надо газу поддавать.
вот так вставляется упорный центр

самое сложное в этом деле было посадочное место под пиноль, её пришлось точить «по приборам»
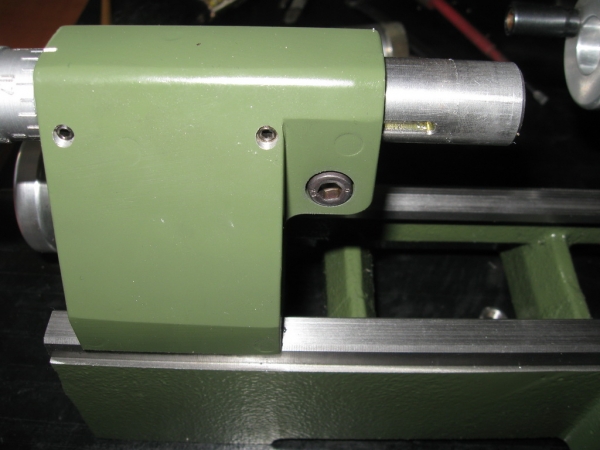
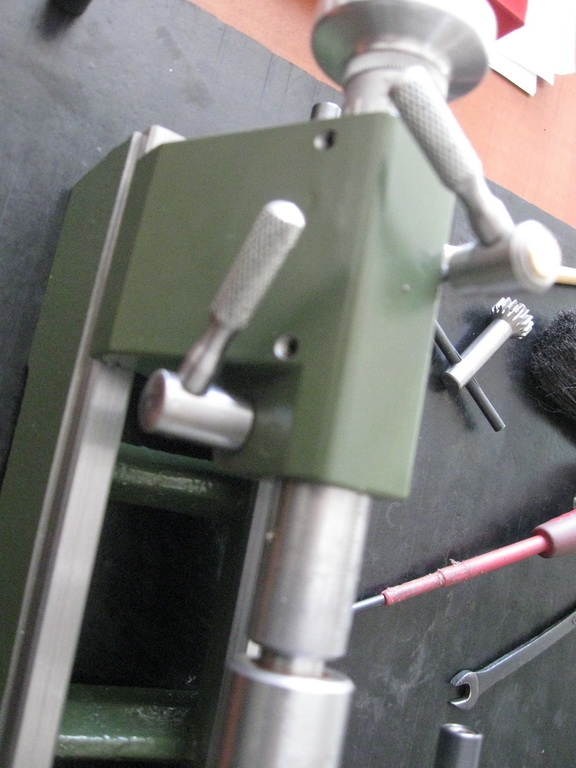
Дальше в планах заменить вот эти стопорные винты на барашки
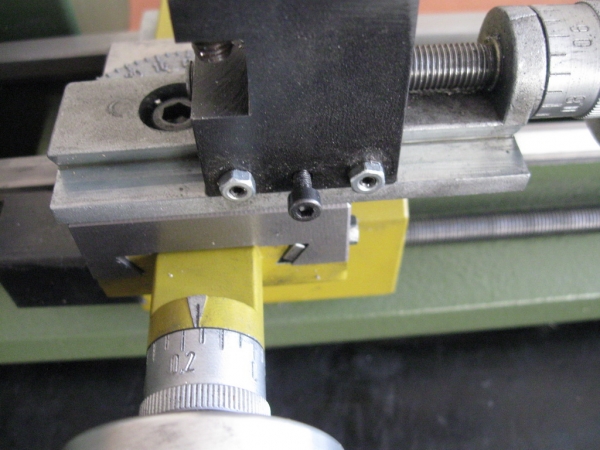
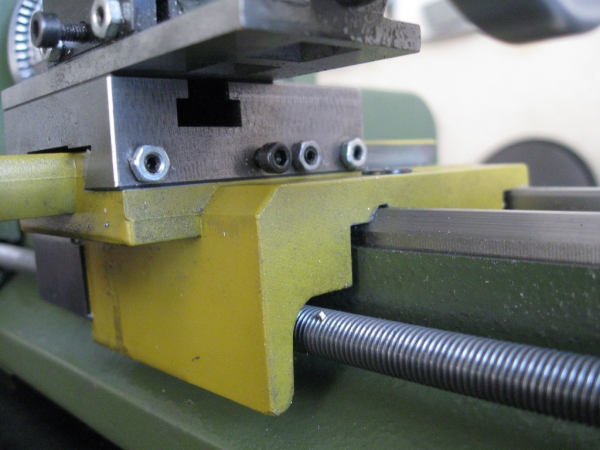
чтобы остался один ключ для затяжки резцов
Может у кого это уже есть, и я велосипед изобретаю, а может кому и пригодится.
Теперь приобретённый опыт, беру свои слова по поводу вытачивания конуса назад :)) точится 5 сек с поворотным суппортом, причем любой угол, градусник прямо на нём.
губки теперь сходятся в 0 даже бумажка нигде не пролазиет (был заусенец на 1 губке).Губки все пронумерованы (не спутаешь).
нет пока отрезного резца, так что пока не могу про отрезание ничего сказать, пока думаю из чего сделать(есть мысль из полотна для лобзика по дереву)не могу найти квадратный брусок для резца.
Вопрос (к тем у кого есть поворотный суппорт) выего на постоянку зажимаете а резец гоняете поперечной и продольной подачей? И ещё есть ли смысл посадить подачи на подшипники?
Сегодня попробовал разные материалы точить
алюминий точится практически на любой скорости хорошо (кроме самой низкой)
сталь на низкой (с маслом) сверло это же сталь Р18? хотел со старого сверла с конусом сделать переходник на цанговый патрончик…
медь хорошо точится на высоких (почти максимальных оборотах) иначе какие то задиры получаются
добавляю фото
такой вот получился резец, понятно что корявый но правда заманался, углы эти выводить… Как вы точите свои резцы, на чём????


вот такие получились проточки.
Люминь точит опять же во всём диапазоне скоростей и выдаёт ровную стружку.
Железо на палой скорости и какие то опилки выдаёт :)
Латунь, бронзу во всём диапазоне скоростей, и выдаёт маленькие лепестки.
А вот нашу доблестную медь резать не хочет, на максимальной скорости, с маслом и то в час по чайной ложке, может медь какая не такая??.. Или я что то неправильно делаю. Попрорбовал полотно от ножовки установить картина та же только рез получается шириной 0,5 мм

попробовал сделать желобок на резце, железо стал точить намного лучше прямо длинную стружку выдаёт, на латуни и алюминии разницы не заметил.
МЕДЬ гадскую не точит! Жуёт, клинит, и масло подливал и воды :))) вязнет и всё тут. Может медь тоже разная бывает....?


а вот я попытался отрезать шток от кран буксы… улетел так что еле нашёл и на чём только держался… (это к вопросу о качественных заготовках)


сегодня пробовал нарезать резьбу
пришлось сделать резец, потому как те которые у меня есть внутренние

режет только так, и я тут решил чего добру пропадать (это про конус со старого сверла)решил на него (конус) посадить маленький патрончик от гравёра, апотом ещё дырку просверлил чтобы можно было цангами тоже пользоваться
ох и помучал станок :)) расстояние очень малое для нарезки пришлось далеко выдвигать резец и совсем по чуть чуть, он прям скрежетал, но всё получилось




Что то у меня всё на заднюю бабку получается:))
Наверное можно подвести кратенький итог тестирования токарного.
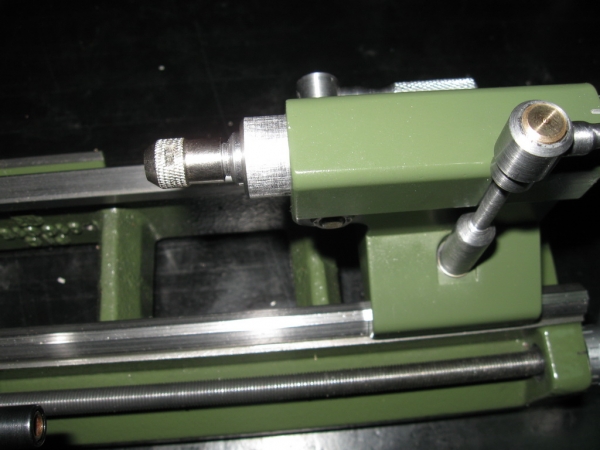
Достойный аппарат,, достойное качество, работает хорошо, функционал очень достаточный. Из недостатков только внешний вид, т.е через неделю пользования протёрлось место вокруг регулятора
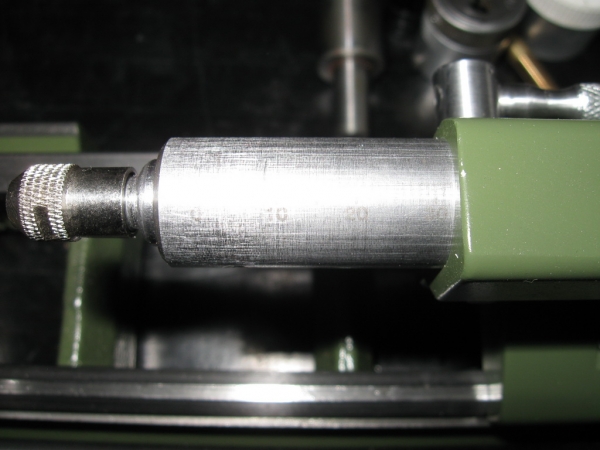
не читаемые цифры на регуляторе скорости(чёрное на чёрном), начала стираться шкала на пиноли задней бабки (может кто что посоветует). В остальном черезвычайно доволен. Теперь могу дать совет:)))) если кто будет покупать станок необходимо читать инструкцию :))). Пример: «если выступающая часть заготовки от патрона превышает три диаметра заготовки необходимо использовать заднюю бабку с упорным центром», а я то на 10 сантиметрах пытался без унора точить, я понимаю что для токарей это смешно, ноя этого не знал…
спасибо Alekssi за совет, не долго думая прямо обычным штрихом намазал и протёр.

а ручки реверса и автоподачи алююминиевые, и тем более с риской.так я просто ножовкой по металлу чуть пильнул

а вот шкалу задней бабки при ярком свете практически не видно, может можно сделать не большие насечки, тоооооненьким алмазным кружком??
Дальше хочу приспособить такую лупу, и сделать дополнительное освещение

Наверное кто то скажет «хорош уже станок моддить… делай уже чего нибудь»… :)).А только получается пока я эти удобства делаю, я потихоньку учусь на нём работать… Ну и основная причина… Заказал резцы- жду…
вот из этого планирую собрать доп.освещение


по порядку
я всё таки решил последовать главному совету, плюнуть на всё и начать работать:))
Меня категорически достали эти шестигранные ключи

они чуть ли не на каждый болтик разные, и норовят всё время куда то запропаститься
удивительно но на каждом ключе вот такая надпись

Собравшись… сломал ещё один резец :(
покопавшись в памяти вспомнил что где то валялся настоящий резец с большого токарного


пилил я его, пилил, пилил… пилил
вот что получилось

И всё равно чего то не клеилось, не хочет по человечью сталь точить и всё.Честно говоря даже расстроился. Передохнул, а потом как то всё само наладилось. С маслом точит только так. Первое что я решил выточить зажим для задней бабки, вот сюда

из такого прутка 12мм

И так что то быстро получилось

что я вдохновившись выточил и сюда


вот так



длина заготовки была 12см и точил без упорного центра, и этот малыш управился, тут уж я обрадовался потому как проточка была большая (глубокая). но с маслом просто отлично шёл (ещё раз спасибо за советы).
Ну а потом меня понесло, потому как вспомнил сколько же я мучился с резьбой (заходом) нашёл в нете приспособу для этого станка… ценник конечно конский
больше 6 тыр

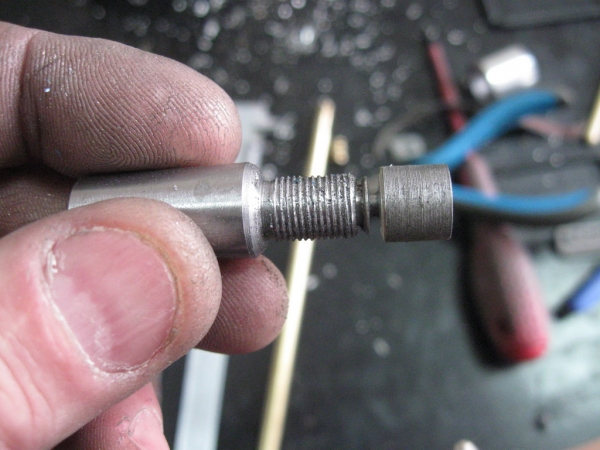
попробовал сделать сам, выточил втулку из алюминия, внутри резьба с другой стороны сделал посадочное на бабку стаким расчётом что бы не мешалось упорному центру




люминь и латунь точатся просто наура, я даже от счастья подпрыгнул, стружка идёт ровная на всю длину заготовки.
Тут же опробовал на латунном прутке 4мм

отличная ровная резьба, вставлял 6мм станок не хочет на малых оборотах крутить, надо газу поддавать.
вот так вставляется упорный центр

самое сложное в этом деле было посадочное место под пиноль, её пришлось точить «по приборам»
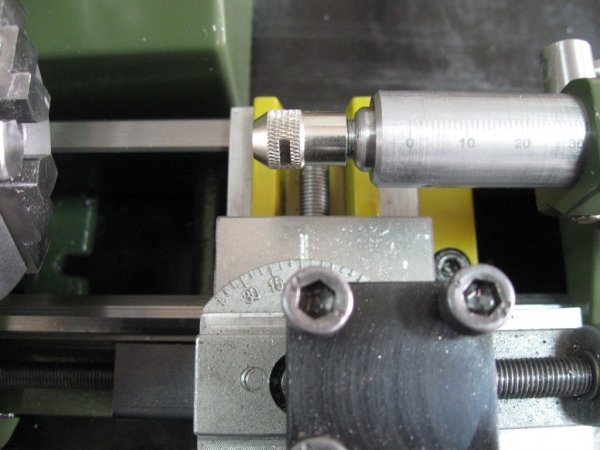
Дальше в планах заменить вот эти стопорные винты на барашки


чтобы остался один ключ для затяжки резцов
Может у кого это уже есть, и я велосипед изобретаю, а может кому и пригодится.
Теперь приобретённый опыт, беру свои слова по поводу вытачивания конуса назад :)) точится 5 сек с поворотным суппортом, причем любой угол, градусник прямо на нём.
губки теперь сходятся в 0 даже бумажка нигде не пролазиет (был заусенец на 1 губке).Губки все пронумерованы (не спутаешь).
нет пока отрезного резца, так что пока не могу про отрезание ничего сказать, пока думаю из чего сделать(есть мысль из полотна для лобзика по дереву)не могу найти квадратный брусок для резца.
Вопрос (к тем у кого есть поворотный суппорт) выего на постоянку зажимаете а резец гоняете поперечной и продольной подачей? И ещё есть ли смысл посадить подачи на подшипники?
Сегодня попробовал разные материалы точить
алюминий точится практически на любой скорости хорошо (кроме самой низкой)
сталь на низкой (с маслом) сверло это же сталь Р18? хотел со старого сверла с конусом сделать переходник на цанговый патрончик…
медь хорошо точится на высоких (почти максимальных оборотах) иначе какие то задиры получаются

добавляю фото
такой вот получился резец, понятно что корявый но правда заманался, углы эти выводить… Как вы точите свои резцы, на чём????


вот такие получились проточки.
Люминь точит опять же во всём диапазоне скоростей и выдаёт ровную стружку.
Железо на палой скорости и какие то опилки выдаёт :)
Латунь, бронзу во всём диапазоне скоростей, и выдаёт маленькие лепестки.
А вот нашу доблестную медь резать не хочет, на максимальной скорости, с маслом и то в час по чайной ложке, может медь какая не такая??.. Или я что то неправильно делаю. Попрорбовал полотно от ножовки установить картина та же только рез получается шириной 0,5 мм

попробовал сделать желобок на резце, железо стал точить намного лучше прямо длинную стружку выдаёт, на латуни и алюминии разницы не заметил.
МЕДЬ гадскую не точит! Жуёт, клинит, и масло подливал и воды :))) вязнет и всё тут. Может медь тоже разная бывает....?


а вот я попытался отрезать шток от кран буксы… улетел так что еле нашёл и на чём только держался… (это к вопросу о качественных заготовках)


сегодня пробовал нарезать резьбу
пришлось сделать резец, потому как те которые у меня есть внутренние

режет только так, и я тут решил чего добру пропадать (это про конус со старого сверла)решил на него (конус) посадить маленький патрончик от гравёра, апотом ещё дырку просверлил чтобы можно было цангами тоже пользоваться
ох и помучал станок :)) расстояние очень малое для нарезки пришлось далеко выдвигать резец и совсем по чуть чуть, он прям скрежетал, но всё получилось






Что то у меня всё на заднюю бабку получается:))
Наверное можно подвести кратенький итог тестирования токарного.
Достойный аппарат,, достойное качество, работает хорошо, функционал очень достаточный. Из недостатков только внешний вид, т.е через неделю пользования протёрлось место вокруг регулятора

не читаемые цифры на регуляторе скорости(чёрное на чёрном), начала стираться шкала на пиноли задней бабки (может кто что посоветует). В остальном черезвычайно доволен. Теперь могу дать совет:)))) если кто будет покупать станок необходимо читать инструкцию :))). Пример: «если выступающая часть заготовки от патрона превышает три диаметра заготовки необходимо использовать заднюю бабку с упорным центром», а я то на 10 сантиметрах пытался без унора точить, я понимаю что для токарей это смешно, ноя этого не знал…
спасибо Alekssi за совет, не долго думая прямо обычным штрихом намазал и протёр.

а ручки реверса и автоподачи алююминиевые, и тем более с риской.так я просто ножовкой по металлу чуть пильнул

а вот шкалу задней бабки при ярком свете практически не видно, может можно сделать не большие насечки, тоооооненьким алмазным кружком??


Дальше хочу приспособить такую лупу, и сделать дополнительное освещение

Наверное кто то скажет «хорош уже станок моддить… делай уже чего нибудь»… :)).А только получается пока я эти удобства делаю, я потихоньку учусь на нём работать… Ну и основная причина… Заказал резцы- жду…
вот из этого планирую собрать доп.освещение

79 комментариев
Желаю удачи.
А как определить марку, понятно что метчики и свёрла, только они круглые и в ровный квадрат я их не переточу.
А по поводу подшипников?
Вот, например, один из многочисленных роликов про него:
www.youtube.com/watch?v=0664JCQNCeE
У таким тоже пользуюсь давно.
Это актуально только для сыромятной стали типа Ст3 — Ст30 со стройрынка, или любой другой, но хорошо отожженной. И для резцов из быстрореза или твердосплава, алмаз для цветнины по стали не надо использовать.
А закаленную сталь ваш станочек никаким резцом, скорее всего не потянет.
алюминий точится практически на любой скорости хорошо (кроме самой низкой)
сталь на низкой (с маслом) сверло это же сталь Р18? хотел со старого сверла с конусом сделать переходник на цанговый патрончик… Вроде нормально отрезалось, там ещё конус укороченный, с медью и то дольше провозился пока подбирал скорость, да углы…
медь хорошо точится на высоких (почти максимальных оборотах) иначе какие то задиры получаются
я фото в топик добавил
Сейчас, правда, на нем уже всего три зуба осталось, остальные поломал)) Но! За 8 лет, изготовлен он в 2010 году.
Но если у кого-то предубеждение против отрезки на реверсе, можно перевернуть диск, и резать как обычно.
Просто я на дрели именно заточенным напильником пробую. Естественно речь идёт только про дерево и цветмет. Ничего так, получается. Но я правда руками с упором точу.
Интересно модно ли сделать такой из диска китайского по дереву.
Преимущество резца из фрезы не в твердости, а в ширине реза. Мне латунь бывает просто жаль в стружку переводить при отрезке, а заготовочки бывают такие, что каждый миллиметр хочется использовать.
Уж не знаю как у вас, а в нашей деревне я никогда не смогу найти таких заготовок какие могу отлить. Не говоря уже про художественное литье, для которого нужна только горсть песка и банка силикатного клея.
P.S. Лью в основном бывшую сантехнику.
P.P.S. Вы так категорично пишете, что возникает ощущение, что вы никогда не находили каверны в заводском прутке… )))
И совсем хорошо, если поверхность этой выемки гладко отшлифлвана. Например, маленьким (5-6 мм) цилиндрическим камушком для дремеля.
www.youtube.com/watch?v=q1G2oFk60-Q&list=PLnbQh4j9gZkKUKFg3jd7w0Z9ZZVxT1C6m
Где-то на Ютубе мне попадался англоязычный фильм по металлообработке, где процесс работы резца как будто под микроскопом показан, крупно и замедленно. Очень познавательное зрелище, как раз для выработки навыка «интуитивной заточки».
www.youtube.com/watch?v=DBBBKS7haMw&list=PLBYrHlBezY-LEvmcipa6dP7DVG3Ocmx33&t=0s&index=1
P.S. Загуглил сейчас, похоже на покрытие нитридом титана.
Здесь, например — www.gravierbedarf.de/End-mills-cutters/End-mills-HSS
Вики говорит что покрытие из нитрида титана увеличивает износостойкость, сопротивление коррозии и жаропрочность инструмента. Про уменьшение трения и прилипание материала ничего нет. А на видео можно разглядеть некоторый зазор между резцом и материалом и он периодически меняет толщину. А в конце видео металл начинает налипать на покрытие, видимо оно «кончилось». Поэтому я склоняюсь к СОЖ.
99% пластин по алюминию что мне попадались без покрытия.
Опять-же, мы наблюдаем удивительное превращение, «куколки» уникального(не побоюсь этого слова) табуреточника-точильщика, в бабочку того же класса, токаря станочника!
… потом булавкой его, прямо к станку и под стеклянный колпакПри сверлении наглухо, точности в 0,5 мм (пол-оборота маховика), в большинстве случаев достаточно за-глаза.
Стробоскопа не заметил, светит хорошо.
От фонарика мне не нравятся, свет у них какой-то мертвый. Я при нем ничего не вижу. А 3000 — 4000 К по мне в самый раз.
Соосность есть сверлит отлично по центру.
У меня плохой суппорт, нашёл новую поперечную подачу, у старой выломаны пазы под резцедержатель. Может будет лучше.
Про проточку кулачков смотрел. Я вижу визуально, что есть биение, но при поджиме задней бабки, биения нет или оно минимальное.
Нет у меня индикатора и взять не у кого.
Просто из-за темы Алексея дай думаю спрошу.
А про то, что станок плохой, никому не верьте. У каждого станка свои задачи, а потому и изготовление соответствующее. На чем то учатся, на чем то делают часовые механизмы.
А станок за такие деньги было грех не взять. Он вообще не для точных работ, мне конечно пока точность и не к чему.
Любая из этих причин, или сразу несколько в сумме.