Мастер - класс ученика, надеюсь не только мне полезен будет.
День добрый, господа стимпанкеры, вот и я созрел, для того что бы задавать вопросы по существу.
Начало было такое, правда не все детали фотографировал —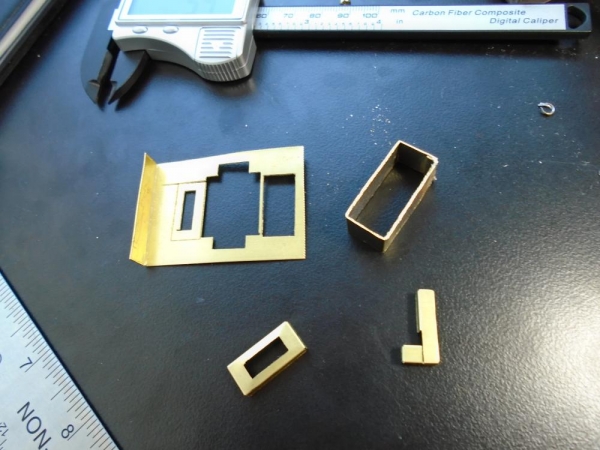

потом я «поженил» кое что между собой, на пробу-


у левого крайнего крана «свадьба» была настолько горячей, что он даже малость «поплыл», от «счастья», будет поработавший, «уставший» стимпанк.
На следующих деталях тоже вопросов не было —



Паял этой горелочкой, напомню, для мелочи мощность даже избыточна —
С мелочью всё нормально, траблы начались когда я начал паять вот этого монстра —
длинный шов я кое как поборол, отогнув полоску латуни внутрь и пролудив её серебрянным припоем. Но на фото видно, что края спаялись без полного растекания припоя по шву, когда лудил старался положить минимум припоя и теперь придётся «пролить» шов сверху.
Но и это ещё «цветочки», «ягодки» начались когда соединял две корпусные детали —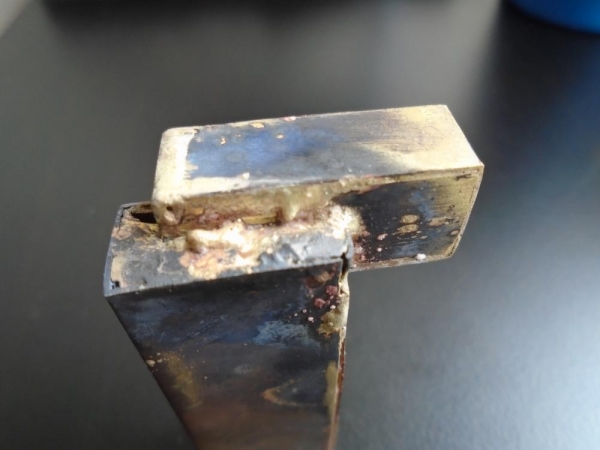

Припой, хоть ты тресни, упорно не хочет затекать в угол, где сходятся две детали, ему легче «вскарабкаться» по вертикальной стенке, чем слиться вниз.
Может это потому, что в углу детали не прогреваются до красноты, из за завихрений пламени, аналогично тому как не прокрашиваются детали в углах, из за завихрений потока воздуха?
Мощности хватать вроде как должно, когда начал паять корпусную деталь то купил ещё такую горелку —
и корпусные детали паяю двумя.
И я ни как не пойму, что я делаю не так? Может детали нужно было залудить, перед пайкой? Но мелкие детали ведь паялись без лужения.
Скорее всего дело в том, что корпусные детали прогреваются до красного свечения лишь по краям, а не полностью, но как тогда их греть, если даже двух горелок не хватает?
Может дело в том, что паяю не на огнеупорной подставке, а в воздухе, и тепло просто улетает, вместо того что бы отражаться не деталь, от огнеупора? Тогда ещё один вопрос, что именно вы используете как огнеупорную подложку?
Да, при пайке я использую буру.
Очень надеюсь на содержательные ответы и вопросы. Вполне возможно, что этот топик станет пособием по пайке, твёрдыми припоями, для новичков. Все когда то паяют первый раз и у всех одни и те же вопросы.
Начало было такое, правда не все детали фотографировал —


потом я «поженил» кое что между собой, на пробу-


у левого крайнего крана «свадьба» была настолько горячей, что он даже малость «поплыл», от «счастья», будет поработавший, «уставший» стимпанк.
На следующих деталях тоже вопросов не было —



Паял этой горелочкой, напомню, для мелочи мощность даже избыточна —

С мелочью всё нормально, траблы начались когда я начал паять вот этого монстра —

длинный шов я кое как поборол, отогнув полоску латуни внутрь и пролудив её серебрянным припоем. Но на фото видно, что края спаялись без полного растекания припоя по шву, когда лудил старался положить минимум припоя и теперь придётся «пролить» шов сверху.
Но и это ещё «цветочки», «ягодки» начались когда соединял две корпусные детали —


Припой, хоть ты тресни, упорно не хочет затекать в угол, где сходятся две детали, ему легче «вскарабкаться» по вертикальной стенке, чем слиться вниз.
Может это потому, что в углу детали не прогреваются до красноты, из за завихрений пламени, аналогично тому как не прокрашиваются детали в углах, из за завихрений потока воздуха?
Мощности хватать вроде как должно, когда начал паять корпусную деталь то купил ещё такую горелку —

и корпусные детали паяю двумя.
И я ни как не пойму, что я делаю не так? Может детали нужно было залудить, перед пайкой? Но мелкие детали ведь паялись без лужения.
Скорее всего дело в том, что корпусные детали прогреваются до красного свечения лишь по краям, а не полностью, но как тогда их греть, если даже двух горелок не хватает?
Может дело в том, что паяю не на огнеупорной подставке, а в воздухе, и тепло просто улетает, вместо того что бы отражаться не деталь, от огнеупора? Тогда ещё один вопрос, что именно вы используете как огнеупорную подложку?
Да, при пайке я использую буру.
Очень надеюсь на содержательные ответы и вопросы. Вполне возможно, что этот топик станет пособием по пайке, твёрдыми припоями, для новичков. Все когда то паяют первый раз и у всех одни и те же вопросы.
100 комментариев
Кат после первой фотографии поставьте.
Зачищал, но почему то именно в угол не течёт, по стенке растекается, а зачищались детали одинаково.
И пересышенным раствором буры в воде смачивал, что бы кругом пролилось, и сухую сыпал, а не течёт в угол.
Да вот и я не понимал, почему не греется, после объяснения Алексея вроде понял — прогреть именно сам угол это нереально, пламя отдаёт температуру ближайшим к нему частям и придётся греть всю деталь равномерно, что бы «пробило» аж в угол, и только потом ложить припой в угол на красную латунь. Вроде так.
Если спаиваемые детали в зоне пайки, прогреты не одинаково — припой будет упорно растекаться только по более нагретой. Из-за этого бывает тяжело, паять мелочь к крупному. Суешь припой — и он полностью обливает мелкую деталь, даже приводя к её повреждению. А крупная и поэтому недогретая поверхность, остается чистой.
В таких ситуациях, хорошее покрытие зоны пайки флюсом, дает не только защиту от окисления, но и тепловую связь между деталями. Способствует равномерному из разогреву.
Такие швы хорошо паять не острым локальным концентрированным пламенем, а наоборот, широким и «мягким». Чтобы вся деталь находилась в облаке пламени. и таким образом, хотя бы вся равномерно нагрета получилась.
2. Если припой уже расплавился, но в силу каких-то причин не хочет затечь в шов — не грейте его долго, в надежде что капля все-таки «одумается», и поплывет куда вам надо. Не забывайте, из расплавленного припоя, ежесекундно улетают именно те составляющие сплава, которые и придают ему текучесть с легкоплавкостью! Часть в воздух улетает, часть в металл детали диффундирует, но в результате, подержали вы каплю в расплавленном виде 10 сек — и имейте в виду, что это уже не тот припой, что был в исходной палке. Он стал более вязким, менее текучим, более тугоплавким
Вот судя по прогару стенки детали, ваши «насранные» наплывы припоя, уже практически сравнялись с окружающей латунью по тугоплавкости. Значит, их уже бесполезно пытаться разогнать по шву сильным жаром. Надо спиливать их механически, и паять, добавив свежего припоя.
3. Иногда, если припой уже расплавился, но не хочет нырять в шов, можно ему немного помочь вручную. Размазать его по шву. Для этого применяется титановая проволока, к которой припой не липнет.
Но тут конечно надо смотреть, по какой причине припой не хочет течь в шов. Если мало флюса, если шов в глубине уже окислился, то размазывать по нему припой конечно без толку. Пользы от этого не будет
А у большой теплоотвод офигенный и никак она не краснеет, в нужном месте, а подержав каплю в пламени, секунд 20, получаю то шероховатое, что на фото, вместо желаемого растекания. И впечатление такое будто всё пламя улетатет в пустоту, а отразилось бы от огнеупора, может ипокраснела бы латунька.
Что лучше спрашивать, из огнеупоров, а то завтра поеду искать и не знаю что?
В Украине попадались даже такие которые пенопласт напоминают, по весу и виду.
Как они правильно называются?
Это я понял, а называются они как? Народ то захочет название которое знает.
И ещё тогда один вопрос, какой толщины латунь Вы используете на корпусах флешек?
Мда… То то я смотрю, что 0.3, после пайки, под пальцами гнётся.
Ещё раз спасибо.
Вот и кажется что деталька вроде не сильно больше, а на нагрев требует тепла значительно больше.
Вот после прочтённого уже вижу как попробую сделать. А до этого только гаданние на кофейной гуще.
«Водичку» ведь не обязательно сохранять, перед закреплением отдать на корректировку нескольким мастерам и подчищенный вариант закрепить.
А иначе так и будет — каждый месяц по фуршету.
При зачистке «до кучи» к механической зачистке можно пользовать кислоты всякие, припой прежде чем вносить в зону пайки я обычно макаю во флюс.«ГОНЯТЬ» припой можно и графитовым стержнем(из обычного твердого карандаша). Но это кому как удобней/сподручнее/привычнее
Вот вам мурзилки всякие, почитайте на досуге, забавное чтиво — www.chipmaker.ru/forum/144/
А какие кислоты и зачем, если наждачкой до свежей латуни снять можно?
Попробую графит, титан искать долго и приедет много.
Спасибо, сейчас гляну.
Вам нужно нажать в топике — редактировать — затем подвести курсор ко второй фотографии и нажать ножницы(правый угол в окошке редактирования). Топик станет как у всех на главной :-)
И автору и комментаторам.
Наглядно вижу, как трудно человеку, привыкшему к сварке, осваивать паяльные премудрости.
Но осилим, без проблем, с такими советниками.
Не, я не сварщик, много кем был но сварщиком не. Осилим конечно, куда оно денется, после таких то подсказок.
И про Ваш опыт )
Удачи, + за упорство.
Так на мелких красиво всё получилось, а взять большой кусок и гарантированно выбросить? Два больших и плоских паяться будут по одному, а уже две «коробочки», сопоставимых размеров, по другому и в конце все равно паять их.
Спасибо.
Ага, а оно потом возьмёт и развалится, да и просто хочется по взрослому. А припой и тем более газ, пока учусь, да убьётся какое то количество но опыт то останется.
Так это ж всё таки стимпанк, а не яйца Фаберже.
И с чему ПОСу отваливаться, бывают конечно проколы, но это больше из-за неправильности пайки, чем из-за припоя.
Если считаете ПОС некошерным из-за присутствия ядовитого свинца или из-за легкоплавкости, возьмите мягкий припой для пайки медных труб — там чистое олово с добавлением 3 или 4 процентов серебра. У него и температура плавления повыше, чем у ПОСа. И можете смело заявлять, что паяно серебряным припоем ;)
Кто бы и спорил, а я не буду, электропровода паяют для хорошего контакта и низкого сопротивления, механической нагрузки они не несут. В отличии от ювелирки и тем более стимпанка, который в руках частенько крутят.
На токарнике, у Алексея можно весь процесс в фотках найти, только я, как человек ленивый, вручную отверстия растачивать не выдержал бы.
По этому, после того как всё выточено и его остаётся только отпилить, я отвожу резец на себя и его место занимает дремель, закреплённый на суппорте хомутиком из тонкой жести от банки какого то напитка. У меня, за резцедержателем, суппорт продолжается площадкой, с «Т» образными пазами, спасибо англичанам, знали что делали.
Перед этим запасся веточкой, 50 — 70мм длинной, и сделал на ней высокую ступеньку, пропилив веточку на половину диаметра и сколов лишнее.
Кулачёк упираю в ступеньку и фиксирую патрон рукой. Нижний конец палочки упирается в станину. Поперечной подачей выставляю сверло точно напротив канавки, продольной подачей сверлю, включенным уже дремелем, отверстие, отвожу дремель продольной подачей.
Потом упираю кулачёк уже в торец палочки и сверлю второе отверстие. Не трогая продольную подачу и не выключая дремель аккуратно отвожу палочку на себя пока кулачёк не соскальзывает с торца палочки и не начинает скользить по сколотой плоскости. Медленно и плавно, что бы не сломать сверло, веду кулачёк, прижатым к этой плоскости, до ступеньки.
Один сектор вырезан, повторяю тоже самое ещё два раза. Угадать высоту ступепеньки, с первого раза, анриал по этому я сразу засверлил три отвестия, уперев кулачки в торец палочки, а потом по чуть чуть спиливал палочку, пока сектор не приблизился к следующему отверстию на достаточное расстояние. Длинна палочки у Вас, скорее всего, будет другой, она зависит от расстояния между станиной и кулачком.
Как то так. Если не понятно объяснил спашивайте.
Та ладно… Может олово-медь 1-2%
А ваще секрет пайки твердым припоем оч простой: Нужная температура, флюс… в «созревшую» деталь просто ткнуть припой… пайка капилярная, припой будет стремится в щель, но она должна быть правильная, оптимальная не большая и не маленькая… если требуется «размазывать», значит, что т сделали не правильно… недогрели, пережгли, не дофлюсовали.
Для габаритных деталей используйте подогрев… на газ плиту- рассекатель,( мы для мастерской мутили из керамики от газового ИК нагревателя, похожая керамика в авто катализаторах) Ну и серебро не панацея, для твердой пайки, офлюсованный П14 вполне себе гут, а ПМФ и без флюса работает
Припой мягкий Sanha
Sn — 97%, Ag — 3% температура плавления 221С, 250г Арт. 4934
Бывает с медью, бывает с серебром.
Совет не для новичков. Чтобы контролировать подачу припоя таким способом, нужен опыт. Я раскладываю «порционные» кусочки припоя на место пайки, делаю это шилом, смоченным в флюсе (макаешь шило в флюс, и капелькой флюса, образовавшейся на конце шила «подцепляешь» кусочек припоя, он держится за счёт сил поверхностного натяжения).
И шо дальше? Жеская фиксация, являющаяся обязательной частью и условием, нормального делительного диска, где? А если она появится то вращать плавно, в пределах секторов, и фиксировать, в начале и конце, как? А ошибки, при серлении начальных и конечных точек секторов? Оно на первый взгляд только кажется — всё просто.
Опять таки, диск он ведь с неба не упадёт как и программа и принтер, да тот же магнит — где то взять нужно?
А тут просто выйти на улицу и сломать сухую веточку чуть толще карандаша, а три кулачка, на патроне, только слепой не увидит, и сектора мне нужно выбрать три и фиксируется это всё рукой жестко и вращается плавно имея при этом жеские и всегда одинаковые начальную и конечную точки. И такая, на первый взгляд безделица, как палочка, будет и дальше служить безотказно. Как говорят мои теперешние соседи — «Кип изи».
Это я не к тому, что бы побурчать, часто действительно — чем проще тем лучше
А вот за такую подсказку большое спасибо и плюс, нужно будет заказать брату.
И Открою те «Америку» фиксация… НЕ НУЖНА)))
Даже при долблении зубов шестерён,( видел как AleksSi фрезерует шестеренки, так вот можно без фрезы, заправить резец, положить на бок и просто продолбить поперечкой)Вместо магнита могу посоветовать жвачку)), принтер и картонку не пришлю (извини), для бумажков могу посоветовать еще paint.net(штатное средство винды)плагин текст по кругу.
Замахнешься на шестерни, прога Gears, на раз покажет какого диаметра должна быть заготовка, для данного числа зубов конкретного модуля, на сколько врезаться и тп.
Берешь шестеренку, меряешь диаметр и кол.зубов и прога угадывет модуль (чтоб шестерёнки крутились а небыли наскальной живописью)
Все время и в школе и в универе просят задавать вопросы. Умные вопросы всегда помогают.
Данный топик пример очень умного, грамотно построенного вопроса. Спасибо за него огромное! Очень помог! Узнал о пайке твердыми припоями больше, чем из прочитанного ранее.
Я когда боролся с «толстой» медью — горелка жгла соседние детали, а паяльник не лудил шов. Взял сплав Розе, и с лимонкой отлично залужилось, потом ПОС пошел как родной. Нагрева в работе нет, прочности стыка хватает, зачем тогда «тяжелое» серебро.
Вот что то такое я и хочу замутить, завтра поеду огнеупоры искать.
Это будет следуюшим шагом, её пламя, на фотографиях, мне понравилось.
Что бы не сомневаться и «по взрослому».
главное «калоша» есть в строительных и не так дорого стоит как баллон с газом.
Можно поискать у зуботехников оборудование, тут на сайте описывали. Компрессор у меня профессиональный, два цилиндра, маслофильтр. Большой, но покупал как универсала, давление регулируется на редукторе. Можно и забор покрасить и шины накачать и аэрограф подключить и осенью полив продуть от воды. 50л ресивера — для мелких нужд хватает одного заполнения.
По серебру — дорого. Есть смысл в паровых двигателях, котлах, там где давление и температура. Для эстетики он одним хорош, не так заметны следы, но убирать лишнее сложнее.
Мне вот тоже сегодня подсказали — пройтись по конторам которые каминами торгуют. Но хочется именно «огнеупорный пенопласт», по этому для начала заеду в конторку которая со стеклом чудит, может чего подскажут.
А бензиновую горелочку буду позже искать.
Очень большая просьба, когда в следующий раз нечто похожее паять будете, сфотографируйте и выложите сюда фотографии, а то я вроде бы и понял, о чём Вы говорите, но вдруг не правильно или не совсем всё понял. А так раз глянул и ни каких вопросов, сделайте пожалуйста.
Отбел это лимонная кислота?
Ха, избыточное, хорошо Вам, с избыточным, я пока заставить просто покраснеть не могу.
Но подсказку, с отводом тепла, запомню, что бы пока один шов паяешь предыдущий не развалился.
Есть вопрос по резьбам: мои рассуждения — понятно, что в 1мм толщины реальна только мелкошаговая резьба (и то врядли), решаемо напайкой для увеличения толщины… а какой шаг резьбы? не выкрашиваеться ли мелкая резьба?
Всех с праздником!!! Удачи, добра, и реализации самых безумных идей в реальные, такие же безумно красивые работы!!!
Я тут недавно несколько мёртвых CD и DVDшников разбарахолил плюс один флоппи дисковод. Барахолил ради мелких винтиков и среди винтиков с метрической резьбой есть с резьбой как на саморезах, вот только откуда они я не успел заметить, разницу увидел когда они все уже в пакетике были.
Так вот эти «саморезы» резьбу в латуни режут сами под себя. Но я думаю и винты с метрической резьбой сами нарежут под себя резьбу, в латуни и меди, если кончик винтика сточить на конус, вот только диаметр свёрлышка трудней подобрать, чем под «саморезы»
А как второй путь — подпаивать не кусочек меди — латуни, для на резки в них резьбы, а кусочек детали, в которую был вкручен винтик, вырезав этот кусочек дремелем, с тонким диском. Опять таки, с помощью винтика эту «гайку» можно зафиксировать по месту именно там где он должна стоять.
Смотря какая работа на нее возложена и как часто откручивают.
Обязательно попробую, с биндрой, спасибо.
Дать остыть
Перед пайкой места хорошо промазать данным составом
Паять на огнеупорном кирпиче
А не слабенький растворчик? Я одной буры правда, просто в баночку с водой насыпал так, что уже не растворяется. И почему именно в кипящую воду, там какая то реакция идёт?
Нужно будет туда ещё борной забадяжить. Спасибо.
Работает отлично, по химии в школе был трояк
От жеж блин, а я настарался. Спасибо.
я решил все проблемы с пайкой серебром после приобретения — огнеупорного столика- досточки с огнеупорного материала,
флюс-пасты для удобного нанесение в место пайки,
изготовления припоя с содержанием
Ag70-Cu26-Zn4,
посмотрите мой ворк-
steampunker.ru/blog/our_workshop/12668.html.