Клепка осей шарниров
Давно собирался добавить свою каплю в копилку обобщенного опыта про клепку.
Хотя клепка и относится по слесарной классификации к неподвижным и не подлежащим разборке соединениям, но бывают задачи, когда головку типа заклепочной нужно оформить на оси шарнира:
Ну и конечно хочется, чтобы соединение легко шевелилось, но не имело люфтов.
Вот например, в зажигалке имеем целых два таких узла: заклепка-ось открывания колпачка зажигалки, и ось колесика кресала:


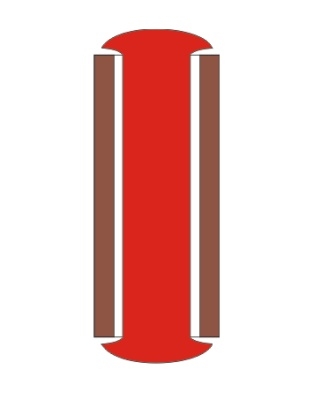
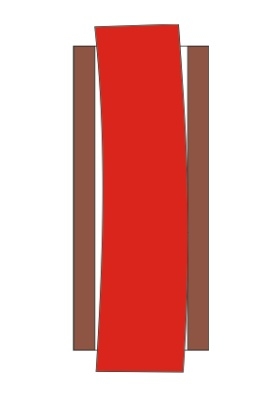
Стандартная ошибка — нанесение сильного удара вдоль по оси штифта. Это 100% приводит к его искривлению в канале:
Чтобы избежать этого, во-первых, молоток должен быть легким. Тут конечно легкость — понятие относительное, и зависит от диаметра оси. Для 8-мм оси «легким» будет 100-граммовый молоток, а для 2-мм нужен «часовой» молоточек, весом 30-40 гр.Короче, фишка в том, что энергии удара должно хватать для местной, локальной деформации металла, и недостаточно для общей деформации всего стержня.
Лучше, если поверхность бойка не плоская, а выпуклая. Тогда контакт бойка с объектом происходит по меньшей площади, и значит легче создать локальную деформацию.
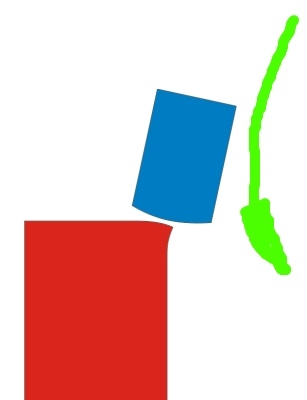
И наконец, третье. Удар наносим в край цилиндра. В сильно увеличенном виде это должно выглядеть так:
Молоток держим легко, как скрипач свой смычок, не зажимая в кулак. И не вбиваем металл вперед-от бойка-вглубь, а как бы со скольжением бъем, «размазываем», и еще все время меняя наклон ударов, чтобы деформируемый край не вминался, а в сторону отгибался.
И чередуем, одна сторона цилиндра — другая, потом крест-накрест, и т.п.:
А если головки надо сформировать на обоих сторонах штифта, то еще и переворачиваем верх с низом, то с одной стороны постучали, то с другой. Лучше, чтобы противоположные головки формировались равномерно и симметрично. А не вначале одна, потом вторая.
На самом деле это словами долго объяснять, а в реале металл «течет» и принимает форму быстро.
На самом деле я и «обычные» заклепки, в неподвижных соединениях, в такой же манере формую. А после достаточного «расползания» металла головки, окончательно двумя-тремя сильными ударами вдоль оси, осаживаю до плотного сжима деталей.
Освоившему эту технику, становятся не нужны всякие приспособления для формовки заклепок из проволоки, я просто кусаю проволоку в размер, и сразу клепаю. Причем, это касается не только заклепок впотай, но и полукруглых тоже. Просто с полукруглыми, финишный удар наносится через формирующую оправку, с лункой на торце.
Для опытных слесарей это конечно не новость, но новичкам возможно будет полезно.
P.S.
Вот, примерчик отснял. Штифт, латунь 2 мм, умеренно жесткая (присадочный пруток). Без отжига. Просто держу стоямя на наковальне, две минуты легкого дятлинга.


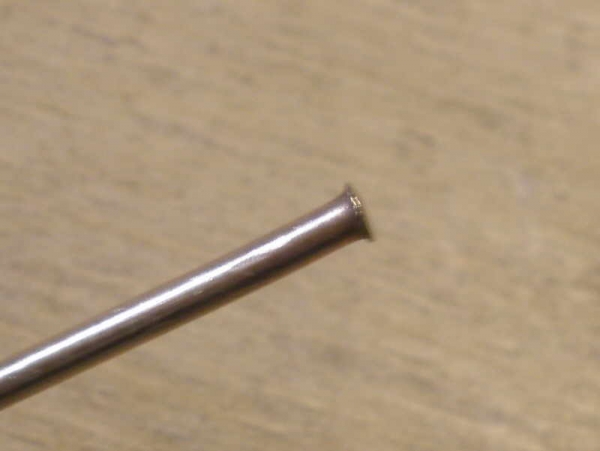
Обратите внимание на обратный торец, который опирался на наковальню. Массой стержня можно пренебречь, поэтому можно считать, что тот торец подвергался ударам той же силы, что и верхний. Однако, металл там деформировался намного меньше. Почему? Разница в площади удара. Снизу латунь встречалась со сталью всей плоскостью торца стержня. А сверху удары наносились все время в разные точки.
Молоточек вот такой, вес боевой части 50 гр, боек выпуклый.

Это для такого диаметра штифта даже несколько перебор, лучше было бы еще более легкий инструмент иметь.
Хотя клепка и относится по слесарной классификации к неподвижным и не подлежащим разборке соединениям, но бывают задачи, когда головку типа заклепочной нужно оформить на оси шарнира:

Ну и конечно хочется, чтобы соединение легко шевелилось, но не имело люфтов.
Вот например, в зажигалке имеем целых два таких узла: заклепка-ось открывания колпачка зажигалки, и ось колесика кресала:


Стандартная ошибка — нанесение сильного удара вдоль по оси штифта. Это 100% приводит к его искривлению в канале:

Чтобы избежать этого, во-первых, молоток должен быть легким. Тут конечно легкость — понятие относительное, и зависит от диаметра оси. Для 8-мм оси «легким» будет 100-граммовый молоток, а для 2-мм нужен «часовой» молоточек, весом 30-40 гр.Короче, фишка в том, что энергии удара должно хватать для местной, локальной деформации металла, и недостаточно для общей деформации всего стержня.
Лучше, если поверхность бойка не плоская, а выпуклая. Тогда контакт бойка с объектом происходит по меньшей площади, и значит легче создать локальную деформацию.
И наконец, третье. Удар наносим в край цилиндра. В сильно увеличенном виде это должно выглядеть так:

Молоток держим легко, как скрипач свой смычок, не зажимая в кулак. И не вбиваем металл вперед-от бойка-вглубь, а как бы со скольжением бъем, «размазываем», и еще все время меняя наклон ударов, чтобы деформируемый край не вминался, а в сторону отгибался.
И чередуем, одна сторона цилиндра — другая, потом крест-накрест, и т.п.:

А если головки надо сформировать на обоих сторонах штифта, то еще и переворачиваем верх с низом, то с одной стороны постучали, то с другой. Лучше, чтобы противоположные головки формировались равномерно и симметрично. А не вначале одна, потом вторая.
На самом деле это словами долго объяснять, а в реале металл «течет» и принимает форму быстро.
На самом деле я и «обычные» заклепки, в неподвижных соединениях, в такой же манере формую. А после достаточного «расползания» металла головки, окончательно двумя-тремя сильными ударами вдоль оси, осаживаю до плотного сжима деталей.
Освоившему эту технику, становятся не нужны всякие приспособления для формовки заклепок из проволоки, я просто кусаю проволоку в размер, и сразу клепаю. Причем, это касается не только заклепок впотай, но и полукруглых тоже. Просто с полукруглыми, финишный удар наносится через формирующую оправку, с лункой на торце.
Для опытных слесарей это конечно не новость, но новичкам возможно будет полезно.
P.S.
Вот, примерчик отснял. Штифт, латунь 2 мм, умеренно жесткая (присадочный пруток). Без отжига. Просто держу стоямя на наковальне, две минуты легкого дятлинга.



Обратите внимание на обратный торец, который опирался на наковальню. Массой стержня можно пренебречь, поэтому можно считать, что тот торец подвергался ударам той же силы, что и верхний. Однако, металл там деформировался намного меньше. Почему? Разница в площади удара. Снизу латунь встречалась со сталью всей плоскостью торца стержня. А сверху удары наносились все время в разные точки.
Молоточек вот такой, вес боевой части 50 гр, боек выпуклый.

Это для такого диаметра штифта даже несколько перебор, лучше было бы еще более легкий инструмент иметь.
12 комментариев
А в нашем деле упор все-таки на работу с материалом без головок. И другие соотношения, диаметр/длинна стержня. Когда длина близка к диаметру («короткая» заклепка для соединения листового материала), то бить можно и в торец, все одно её сгибаться некуда, вширь потечет. А длинный стержень, у которого длинна во много раз больше диаметра, ведет себя совсем по-другому. От этого и другая техника расклепа, «неуставная» :-)