Новая делилка для токарного станка
Предисловие:
Первый делительный диск я делал несколько лет назад, когда стояла задача построить компактную понижающую передачу на маленьком зубчатом ремешке от электрорубанка:

Для редукторов такого рода, если мы по условиям задачи не связаны жестко заданным заранее передаточным отношением, желательно выбирать хитрое количество зубов на шестернях. Чтобы у чисел никаких кратностей и общих делителей не было, ни с числом зубов ремня, ни друг с другом. Потому что если их числа кратны, то например, условно первый зуб шестеренки А, будет все время взаимодействовать только с 1 и 18 зубом от шестеренки Б. Второй — только с 2 и 19, и так далее. И так на каждом обороте. А для равномерного износа, надо чтобы все зубы со всеми последовательно контактировали. Чтобы зуб 1-А последовательно перезнакомился и с 1-Б, и с 2-Б, и с 3-Б, и так далее. Что-нибудь типа отношения чисел 67 и 29 — чем более длинная получается дробь, тем лучше для ресурса передачи. Но зато и более адские ухищрения требуются от вас при разметке, т.к. транспортир бесполезен, все углы безобразно дробные. Я размечал «вышагиванием». То есть брал качественный чертежный измеритель-«балеринку» с винтовым регулятором, и вышагивал по кругу до посинения… Считал шаги, подкручивал винт, и снова шагал, и снова подкручивал. Пока число шагов не начинало укладываться на данной окружности ровно, сколько задумано.
Это не просто. При большом числе шагов (при разделе на 30, 50 и больше), наступает момент, когда легчайшие прикосновения в регулировочному винту, уже дают в итоге накапливающуюся погрешность, в плюс или минус. И тогда начинается следующий этап шаманства, сделать эту погрешность более-менее равномерно распределенной по всей окружности. А не накапливающейся к последнему зубу…
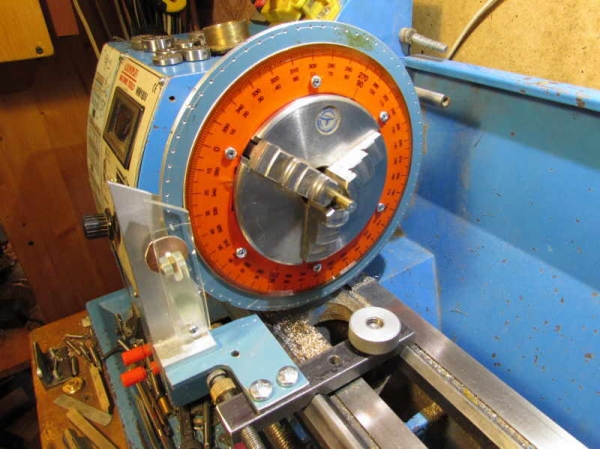
В итоге, тогда был создан типа «универсальный делительный диск»:

Три внутренних окружности я разметил под простые случаи, для разметки фланцев и т.п., на 16, 20 и 24 точки. А дальше у меня шла «экзотика», окружности деленные на 23, 37, 41, 53, 59 и 61.

И я думал, что мне этого надолго хватит, для самых разнообразных работ. Так всегда кажется, когда задумываешь некую универсальную приблуду. Но реальность, как правило оказывается разнообразнее наших планов.
Выяснилось, что во-первых, гораздо чаще нужны все-таки именно простейщие коэффициенты деления. На 2-3-4-5-6-8-10-12-15-16-24. И у меня они конечно были на диске, но! Диск на дальней стороне шпинделя, при максимальном диаметре, и максимальной точности, оказался и максимально долгим в установке. Конечно, поставить его, чтобы нарезать шестеренку на 47 или 59 зубов, которая потом будет меня по рекам-морям долго и счастливо возить, это не обидно.

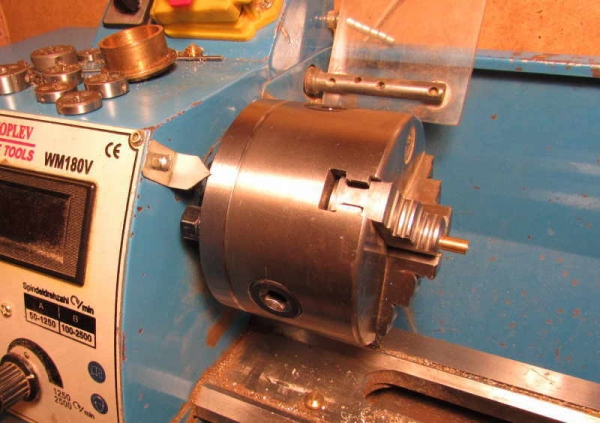
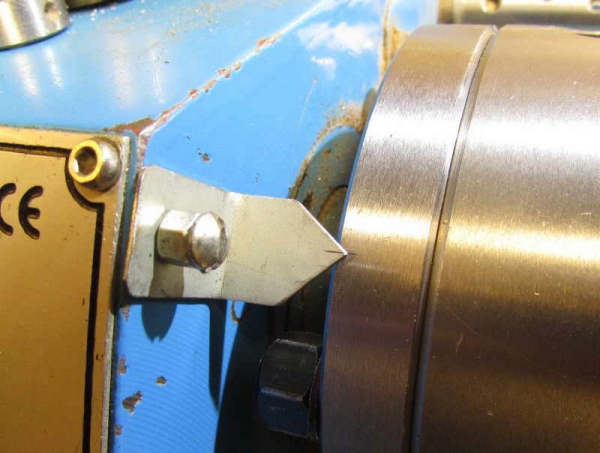
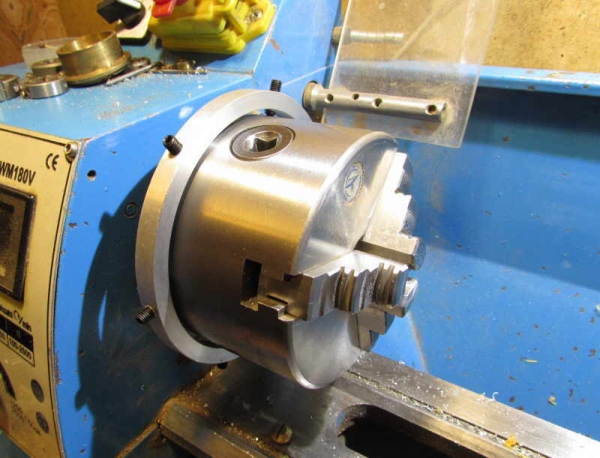
А вот чтобы простейшую маленькую детальку для зажигалки поделить на 4, или какой-нибудь чисто декоративный вентиль с пятью спицами — ужасно жаль бывает времени на переналадку станка. В итоге забиваешь на точное деление, и рисуешь спицы на глаз. А еще, конструкция получилась такова, что при установленном большом диске, включать шпиндель уже нельзя. Только руками проворачивать. А ведь нередко бывают детали, у которых хочется всего-то, пару разметочных рисок быстро нанести на окружность, и продолжать точение других поверхностей. Короче, я давно уже понял, что в дополнение к большому диску, хотел бы иметь еще одну делилку попроще. Но быстросъемную. А в идеале — с возможностью включения мотора станка. Как временное решение, я даже сделал 4 риски прямо на фланце патрона, для деления на 90 град, с быстросъемной стрелочкой-прицелом:
Но увеличивать кол-во рисок дальше уже не хотелось. Слишком легко запутаться, по каким делить на 4, а по каким на 5, по каким на 6. Тогда уж надо полноценные 360 градусов размечать. Но столько героизма я в себе еще не накопил. Видел предложения просто распечатать шкалу на принтере, и наклеить бумажную полосу на патрон, но этот вариант мне не нравится эстетически.
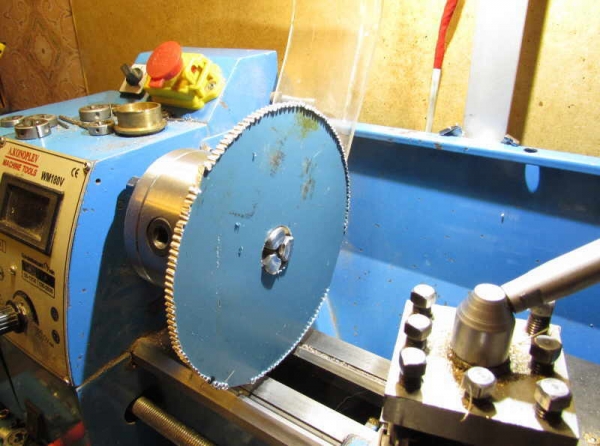
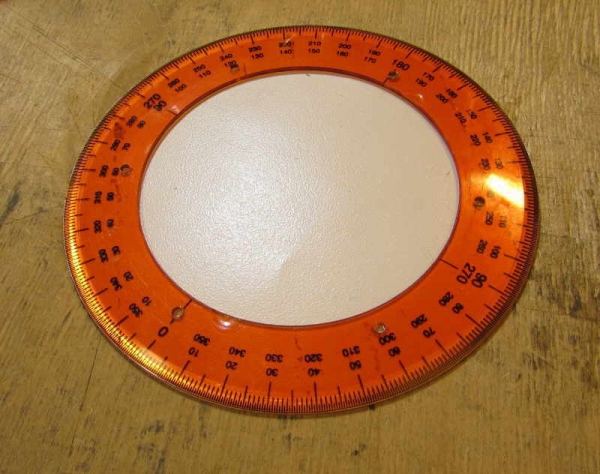
И вот, удача. В «Гипермаркете товаров для хобби и увлечений», мне попался чертежный транспортир полного круга, на глаз прилично больше моего патрона по диаметру. Купил.
Теперь, собственно, про нынешнюю работу:
Вырезал диск из 4мм дюраля. Была крашеная корпусная панель от какого-то советского прибора:
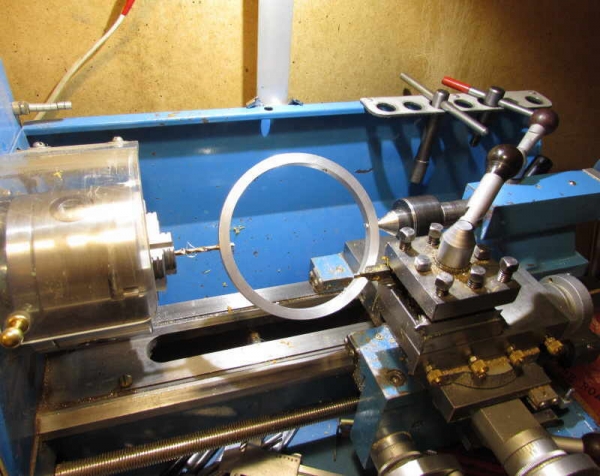
Вырезал из диска кольцо, точно под наружный диаметр патрона:

Вот такая заготовка еще у меня давно хранилась, она на 5 мм больше диаметра патрона. От нее отрезаю узкое кольцо, шириной 10 мм:

Это уже на пределе возможностей станочка. Резец вязнет, ремни в трансмиссии жалобно пишат.
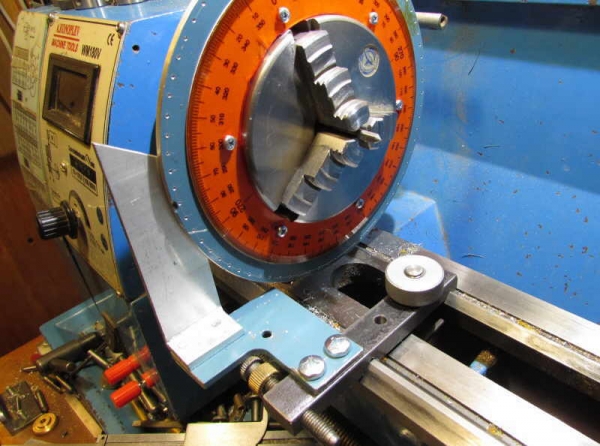
Транспортир приклеен к планшайбе двухсторонним скотчем, по-другому никак не придумал зафиксировать:
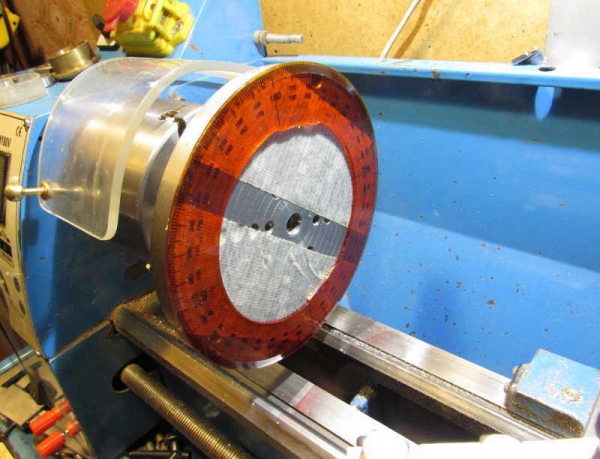
Внутренний диаметр расточен под размер патрона, всего 1,5 мм снять пришлось:
На узком кольце засверлено 6 поперечных отверстий. Для максимальной соосности противоположных, окончательная калибровка производится не на сверлильном, а на токарном. С подпором конусом ЗБ:
6 винтов М6 — так оно будет крепиться на патроне:
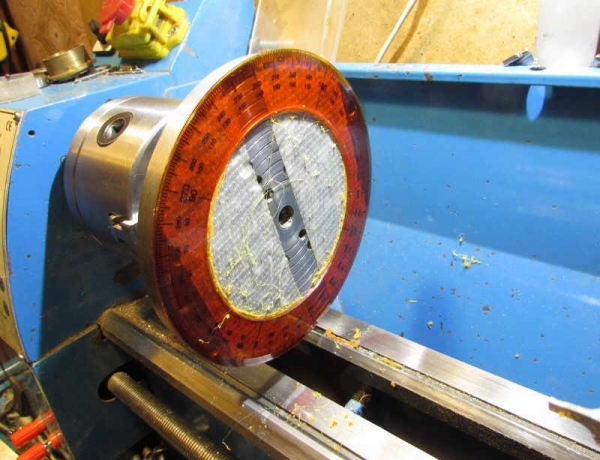
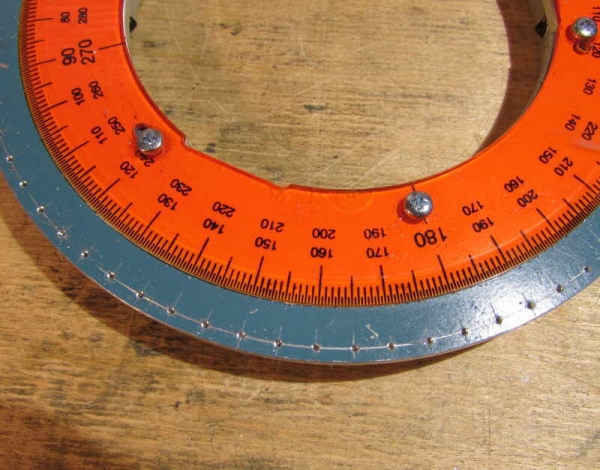
Для лучшей читабельности шкалы транспортира, под него вырезана белая ПВХ-пленочка:
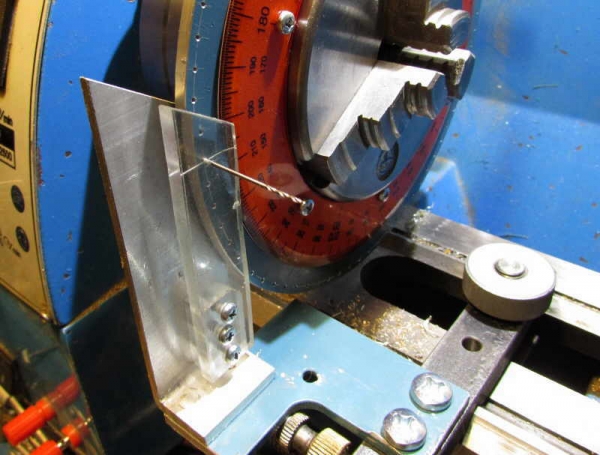
Точное совмещение для сверления отверстий:

И теперь, с максимальной аккуратностью, сверление под фиксатор. Через 5 градусов, т.е. максимально возможное деление с жесткой штыревой фиксацией будем иметь на 72:
Не удержался, и на оборотной стороне разметил еще одну шкалу, для деления на 100 с промежуточными точками, т.е. максимальное деление будем иметь на 200:
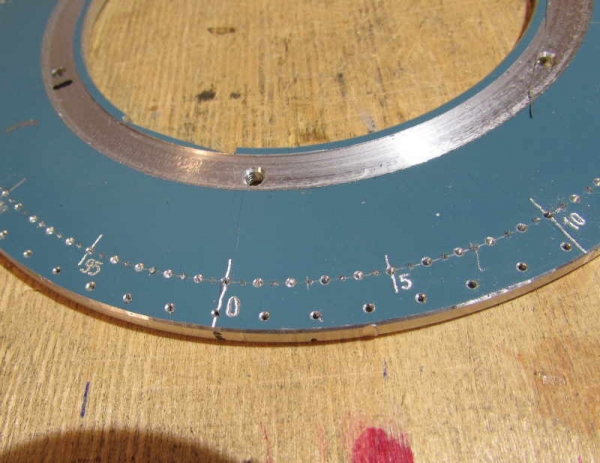
Не знаю, пригодится или нет, но чтобы два раза с разметкой не возиться — пусть будет. Про запас. А то ведь вы же понимаете, делать деление круга на 100 по транспортиру — тоже можно, но… примерно как дюймовые размеры откладывать, имея лишь обычную метрическую линейку.
Теперь делаем устройство прицела и фиксации диска в заданном положении. У меня уже есть вот такой передвижной упорчик, иногда бывает полезен:
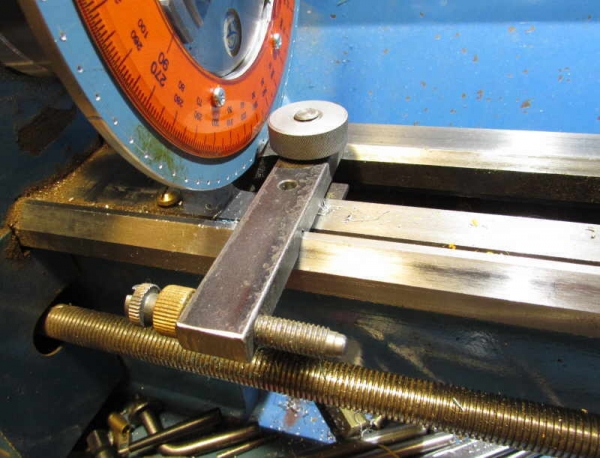
На взрослых станках они обычно входят в штатную комплектацию доп. приспособлений, а к этому станку пришлось делать самому.
Чтобы не сверлить лишних дырок на бабке возле патрона, решено фиксатор диска строить на это упоре. Обязательно с возможностью быстрой разборки, и использования упора по прежнему назначению:
Вот такая фиксация по отверстиям в диске, вставлено сверло 1 мм:
А это фиксатор для зажима в произвольном месте, с визуальной ориентацией по шкале транспортира. Отжато:
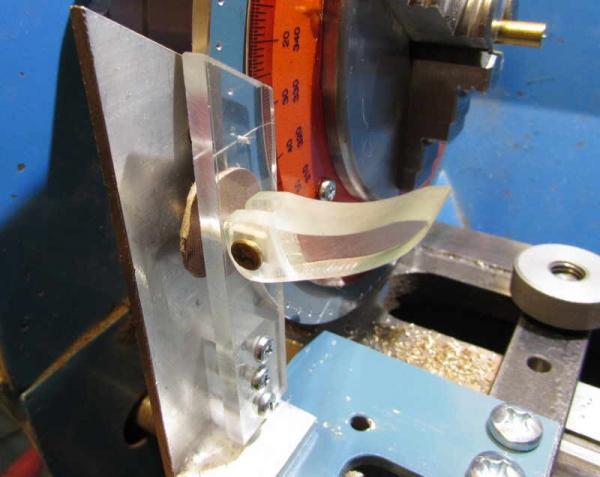
Зажато:

Шайба из кожи заложена для увеличения трения. В результате при зажатом замке, диск не провернуть рукой с усилием несколько кг. Этого достаточно, т.к. фрезеровка обычно идет не «силовая», а маленьким и высокооборотным инструментом. Уже проверено, дюралевый корпус часов я фрезеровал вообще без фиксации патрона — и нормально, он не пытался провернуться.
Общий вид делилки:
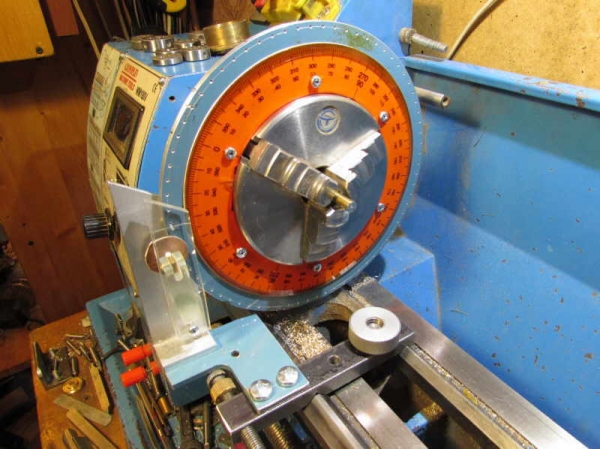
Можно точить деталь, не снимая диска с патрона. Конфликт получается только с защитным щитком, его уже не опустить на патрон. Соответственно, концевик блокирует запуск мотора. Но щиток всего на двух винтах, снимается \ставится быстро, так что не беда. Может я еще когда-нибудь не поленюсь, и введу в электрическую схему специальный выключатель, который будет обходить эту блокировку. И позволит, при необходимости, запускать шпиндель при поднятом щитке.
Спасибо за внимание.
30 комментариев
И потом, делительная голова имеет свою нишу применения. Точить деталь на токарном, сразу поделить её не меняя установа, и после продолжить точить дальше — разве в этом поможет делительная головка? Всю логику техпроцесса менять надо.
Вот когда у меня будет отдельный фрезерный станок — тогда да, буду обзаводиться нормальным делительным столиком.
Изначально мой станок даже и не мечтал о возможности резать любые резьбы и отображать угол поворота шпинделя в цифровом виде. Реально очень удобная конструкция.
Спасибо!+
Спасибо!
Так понятнее?