И снова Зиппа

Возник заказ, и пришлось вернуться к стандартным Зиппам.
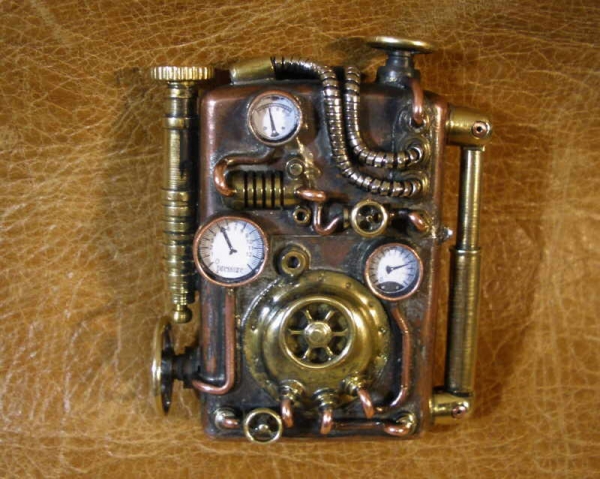
Техология все таже. Паяю накладные элементы серебряным припоем:

Маховички маленьких кранов припаяны жестко, а большие вращаются свободно:

Обратная сторона, ось маховичка:

Затем контактные поверхности облуживаются ПОС-ом:

И все это 100-ваттным паяльником последовательно напаивается на корпус, ободранный от никелевого покрытия до медного подслоя:

Ну и дальше как обычно. Механическое удаление излишков припоя, чернение серной мазью, полировка:




89 комментариев
Ну и ничего не разваливается, когда эти модули паяешь на корпус ПОС-ом.
2.Да, прокатанная в вальцах мельхиоровая проволока, навитая на медную.
То есть, возможно тебя малость того… сэкономили :-)
Вообще, на самом деле мне уже смешно. Народ покупает всякую шнягу абсолютно неизвестного состава, и все пытаются со мной консультироваться, как со знатоком серебряных припоев.
А я всю жизнь варю себе припой сам, и абсолютно не специалист по тому
говну, что продается под названием «серебряный припой».Вы написали что припой сами варите, рецептом не поделитесь?
Про рецепт серебряного я уже писал не раз, Ag\Cu\Zn, 70\25\5.
А еще лучше, просто открыть Бреполя, и прочитать главу про ювелирную пайку.
за Бреполя спасибо
Это бывает нелегко осознать с непривычки, но… как-то надо :-)
А надписи на красивых упаковках, типа «наша замечательная горелка дает температуру аж до 1300 градусов, в отличие от других» — это на самом деле дешевый и физически-неграмотный пиар.
Все дело только в мощности. Ну и в теплосбережении. Не дать убежать теплу из рабочей зоны.
Хотя массивность ведь тоже вопрос неоднозначный. Масса детали определяет скорость, с которой будет подниматься её температура. А вот максимальная температура, до которой получится её разогнать, зависит не только от массы, но и от формы. Например, широкую пластину из металла с хорошей теплопроводности (медь, серебро, и т.п.), не получится разогреть столь же успешно, как и компактный «кирпич» равной массы. Много тепла будет рассеиваться. Понимаете мысль?
Горелка у меня химера :-) Составлена из нескольких разных. А главная деталь из советского набора «Факел».
Цинк Вы покупаете или можно его где-то найти в быту?
Припоя варится в тигеле с бурой?
Варите в тигеле потом в изложницу?
Далее только вальцы или после вальцев тянете через фильеру, или все зависит от тонкости нужного припоя?
И последний вопрос, ко мне часто прибегают ювелиры и клянчат кусочки латуни для варки припоя.
Насколько я понимаю латунь это сплав меди и цинка, как Вы относитесь к такому рецепту?
Самое сложное в варке, это ввести цинк в расплав так, чтобы он не сгорел.
Далее только вальцы, фильеры для припоя не нужны. Дажекогда нужен максимально тонкий прокат, проще делать не проволоку, а прокатать в вальцах до ленточки, и разрезать ножницами вдоль, на 2 или 4 части.
Варить припой сплавляя серебро с латунью- нормальная практика. Засада в том, что не всякая латунь одинаково хорошо годна, а понять сорт металла в домашней практике бывает нелегко.
Мне точно известны два источника «правильной» латуни:
1. Советская «медная» мелочь, 1-2-3-5 копеек. Сплавляется с чистым серебром в равных частях, дает хороший припой для мельхиора и цветных металлов. Для пайки серебра годен условно, ибо такой шов на серебре имеет заметный желтый оттенок.
2.«Сантехническая» латунь, из которой делались детали сливной системы советских унитазов, шток грибка и рычаг слива.
Другие типы латуней требуют тестирования. Во-всяком случае, лучше не варить из неизвестного металла сразу много припоя, не портить серебро. Вначале сварить мало-мало, и поглядеть свойства сплава. Пластичность, текучесть по шву и т.п.
Однако, когда варишь мало, труднее соблюсти правильную пропорцию, и выкатать слиток в нормальный прокат…
Поэтому проще брать заведомо известный металл, или… варить из трех чистых ингридиентов:-)
Дело в том, что твердость и хрупкость серебряному сплаву, может давать, как ни странно… олово. Вот такой металлургический парадокс, чистый цинк более хрупкий чем чистое олово, а влияние в сплаве — наоборот.
Я как-то в начале юв. практики тоже эспериментировал, с целью получить не сильно дорогой припой максимально белого цвета, но без кадмия. Вобщем, при попытке заменить цинк на олово, получился дико хрупкий сплав, который не ковался, а крошился на наковальне буквально как керамика.
Зиппо +!
Я не знаю, как вас проконсультировать. Думаю, что он назван «серебряным» чисто за белый блестящий цвет, а не за реальное содержание серебра.
Надо его либо сдать взад, либо… путем экспериментов понять, для каких условий он все-таки предназначен.
Когда только начинал пробовать им паять, было точно так же, как Вы описываете. Оказалось, дело в прогреве окружающих деталей, как только стал греть сильнее, стало получаться. Но даже и сейчас, когда приспособился, было пару раз такое, на нормально профлюшенном металле. Тут уже, мне думается, дело в том, что долго грел до нужной температуры и успели образоваться окислы на металле. Где-то здесь же читал, что в этом случае еще более сильный прогрев нужен.
А, да, после пайки он четко латунного цвета.
Вовсе не любой припой можно „исправить“ форсированным перегревом.
И даже „классический“ серебряный, тоже не всегда. Многое еще зависит от флюса, и от самого спаиваемого материала, и даже от личных индивидуальных приемчиков мастера. Офлюсовывает ли он не только деталь, но и присадку, каким движением он подает припой в зону пайки. И наконец, очень важное: правильно ли он улавливает тот момент температуры деталей, в который надо сунуть припой в зону шва.
В тех случаях действительно долго пришлось прогревать. Хотя, за 5 минут до этого точно такие же детали, того же размера и из того же материала спаялись тем же способом на ура. Может, горелку чуть по другому держал и из-за этого прогрев пошел не так, теперь не понять.
В конце топика, «Несколько нюансов», пункт 1. КМК, именно это у меня и происходило.
Цитата:
То есть, образование окалины заметно снижает температуру заготовки… Мда. Воздержусь от комментариев.
Может, просто выгорел флюс и припой не смог прилипнуть к окисленной поверхности?
Хотя, вспоминая подробности… деталь ОЧЕНЬ неохотно краснела в тот раз. Но тут дело, наверное, в неправильном положении факела. И тогда я все же ее догрел и припой растекся, значит, и флюс был на месте.
Психанул и решил паять без флюса (в последней новогодней игрушке им не пользовался совершенно) но припой растекается и ложится на место как родной, причём я «обнаглел» настолько, что даже не зачищаю места спайки надлежащим образом.
Не подскажете в чём секрет?
Я уж подумываю что флюс и не нужен вообще? :)
Припой медно-фосфорный (кажется) брал на рынке с рук — прутики.
Если получается, и кач-во швов вас устраивает, так и продолжайте.
Для моих запросов вполне приемлемо!
А шов крепкий, словно калёный, крепче спаиваемых материалов.
Во-первых, она таки нормально смывается, если интенсивно тереть щеткой с хоз. мылом. А с более серьезными моющими средствами — и подавно.
Во-вторых, можно смыть бензином.
И наконец, в третьих, можно аккуратно погреть изделие, до испарения жира. После этого на изделии остается черный «осадок», пачкающий руки, но уже не жирный.
Его излишки легко смываются щеткой+бензином, и можно полировать.
Щас вот держу в руках мазь и деталь как 5 копеек… с нее да, легко будет стереть потом даже тряпочкой.
А вот с вот таких изделий как эта зиппа — куча углублений, углов и соединений — как-то у меня плохо получалось.
Спасибо за ответ.
Я пользую свои списанные зубные.
+
Как всегда — всё супер! :)
хотя это смотря с какой целью было сказано про припой. если намеренно потролить — тогда может и по другому бы было… вы ведь тоже умеете :)
Попробуй, ничего ведь не теряешь :-)
Что значит потроллить? По Вашему получается, если бы я высказал недовольство по поводу припоя отличному мастеру, то это был бы троллинг? А когда новичку все подряд указывают на неаккуратность в пайке, как это называется?
Удивление… просто раньше за Вами этого не замечал.
Пусть хоть мышьяк пользует… с кошачьим калом в кач-ве флюса… Я лишь сообщу о наличии альтернативных технологий, но убеждать его бросить порочную практику — Боже упаси, каждый сам себе буратино…